


 下载:
下载:

-
开放科学(资源服务)标识码(OSID):

-
蚕桑业是我国重要的经济产业,蚕丝产量占世界总产量的85%以上[1]。而养蚕作为蚕桑业中至关重要的环节,直接影响了最终蚕丝的产量与质量。长期以来,我国的养蚕模式以手工劳动为主,其劳动投入密集、智能化机械化程度低的问题严重制约了蚕桑业的发展[2]。随着社会经济的发展,亟需将传统的养蚕模式调整为规模化、集约化养蚕模式,这就迫切需要研究更具智能化的养蚕装备,以解决劳动力缺乏、生产效率低等问题[3-5]。
目前,国内外养蚕的模式主要分为人工饲料养蚕和桑叶养蚕2种[6-7],尽管大规模人工饲料养蚕在节约人力和规模化生产方面具有一定的优势,但在蚕茧质量、蚕的适应性和生态影响等方面的劣势限制了其在丝绸生产中的应用[8-9]。因此,将桑叶养蚕模式应用于大规模生产显得尤为重要。
近几年来,国内外学者对桑叶养蚕装备进行了相关研究并取得一定的成果。叶江红等[10]设计了一种轨道与滑轮驱动蚕架的省力型养蚕装备;郭曦等[11]研制了垂直链式轨道驱动蚕台的自动循环式大蚕饲养装备;毛业炀等[12]采用链条链轮实现养蚕机械的给桑功能;Chen等[13-14]设计了一种蚕框自动上架装置和桑叶输送结构;田涯涯等[15]与陈宇等[16]设计了一种小蚕共育桑叶饲喂机,并对其进行性能分析与试验研究;Gubiani等[17]设计了一种操作方便的小蚕饲喂机器。
上述研究工作主要存在以下问题:①部分养蚕装备在总体设计上存在不足,无法实现大规模大批量的养蚕需求;②某些装备智能化水平低下,难以实现自动、精确的桑叶饲喂;③缺乏合理的结构设计,无法保证桑叶的均匀撒喂。针对这些问题,本研究的桑叶养蚕装备采用输送带式作业方式,提高饲喂的稳定性和效率;通过拨桑辊与传送带配合,提高桑叶饲喂的均匀性与精度。在此基础上搭建试验样机,通过3因素3水平响应面试验确定该装备的最佳工作参数。
全文HTML
-
本研究的养蚕装备主要实现能够自动、准确、均匀地将桑叶撒喂入蚕盘的功能。为满足大批量的养蚕需求,首先确定了装备的结构布局及尺寸大小,设计并建立了桑叶自动输送系统和蚕盘输送系统2个模块;作业过程中为保证撒桑的精准度与均匀性,在桑叶自动输送系统中设计了合理的拨桑结构,确保撒喂的桑叶满足作业要求;同时为实现作业的全自动化,本养蚕装备搭配了PLC自动控制系统。
-
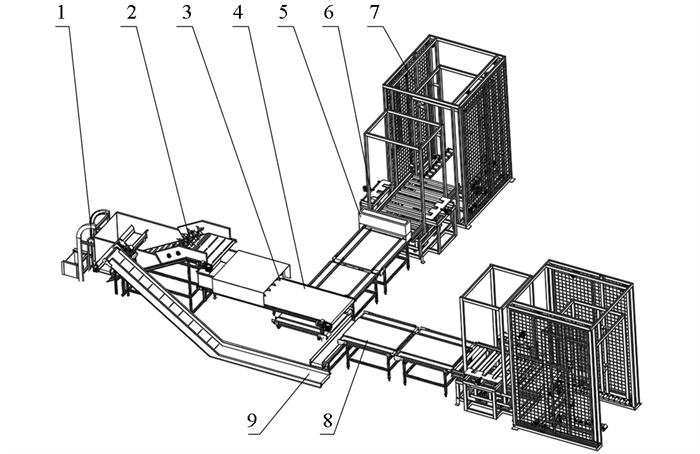
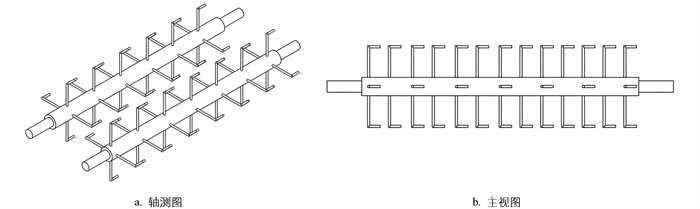
基于桑叶育的养蚕装备结构如图 1所示,主要由桑叶输送系统与蚕盘输送系统2部分组成。桑叶输送系统包括桑叶上料机构、桑叶输送带、桑叶回收机构、赶料辊和拨桑机构;蚕盘输送系统包括蚕盘升降堆垛机、蚕盘拆分机构、石灰机和蚕盘输送机构。
-
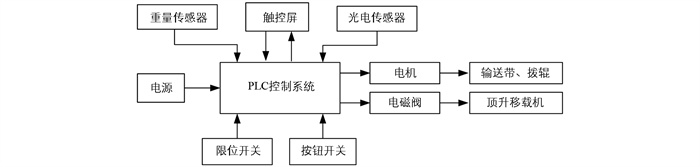
自动化养蚕装备主要通过PLC控制系统搭配各种传感器与执行器控制各机构的运转,其控制原理如图 2所示。其中触控屏可设定输送带速度值并显示装备运行时的各项参数;限位开关、重量传感器及光电传感器将蚕盘的位置信号反馈给PLC控制系统;PLC通过接收并处理来自触控屏及各传感器的输入信号,将其转化为控制指令,进而控制电机[18]、电磁阀,实现自动化养蚕作业过程。
作业时,蚕盘升降堆垛机及拆分机构负责将蚕盘有序输送进蚕盘输送机构,顶升移载机改变蚕盘的输送方向,使蚕盘往指定的桑叶落料区域输送。当蚕盘即将通过桑叶落料区域时,桑叶传送带启动,在传送带的作用下,拨桑机构将堆积的桑叶拨平整并运送至落料区域撒落至蚕盘中。最终蚕盘输送到堆垛机堆叠,完成单个蚕盘桑叶撒喂过程。
1.1. 设计原则
1.2. 总体结构
1.3. 工作原理
-
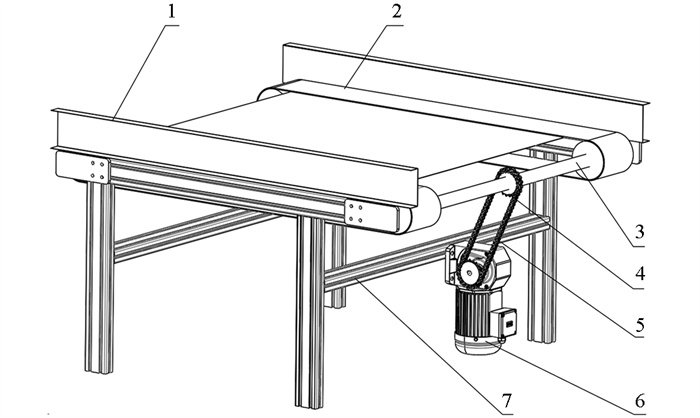
蚕盘输送机构由同步带、伺服电机、链轮、链条、主动辊[19]、挡板、机架等组成,整体结构如图 3所示。
根据作业的需求,设计蚕盘输送带宽度为1 210 mm、高度为700 mm,两端辊筒间距为1 500 mm,辊筒直径为100 mm。由于蚕盘输送过程中通过电机控制输送带输送速度,从而满足作业需求,所以电机的选型非常重要[20]。根据蚕盘输送机构的结构参数对其动力装置进行选型。
主动辊转速的计算公式为:
式中:n为主动辊转速(r/min);v1为蚕盘输送带速度(m/s);D为主动辊直径(mm)。
选取输送带最大速度为1.0 m/s,将D=100 mm代入式(1),求得n约为190 r/min。
电机需要的输出功率为:
式中:P为电机输出功率(W);u为同步带与主动辊的滚动摩擦系数;m0为蚕盘质量(kg);m1为桑叶与蚕体等的质量(kg);η为传动效率;Kα为工况系数。
将u=0.3、m0=30 kg、m1=30 kg、v1=1 m/s、η=0.7、Kα=2代入式(2),求得P约为694 W,故选择功率为750 W、输出转速为200 r/min的电机可满足输送要求。
-
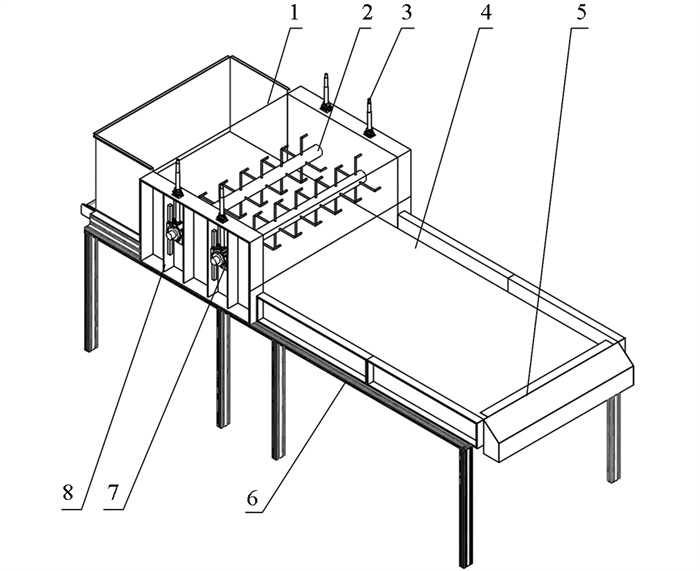
桑叶能够撒喂均匀的关键在于拨桑机构的设计,拨桑机构由拨桑辊、滚珠丝杆、传送带、盖板、挡板、侧板、轴承、机架等组成,并由伺服电机驱动其作业,整体结构如图 4所示。
盖板、侧板与传送带组成整个拨桑机构的腔体,双排拨桑辊位于腔体内。考虑大批量饲养需求,腔体高设计为500 mm,宽与蚕盘输送带的宽度一致,为1 210 mm。采用滚珠丝杠与轴承座固联的方式调节拨桑辊最低点离带高度,进而调节桑叶输出的厚度。轴承座两边设计凹槽,与侧板槽轨配合,防止拨桑辊在运动过程中出现大角度晃动,同时也更利于高度的调节。传送带末端设计有挡板结构,将抛撒的桑叶限制在指定区域,提高撒桑的准确性。
-
由分析可知,拨桑辊的拨杆应满足在同一回转平面内对称分布,在整个带宽内均匀分布,其结构如图 5所示。采用双排拨桑辊的设计,相较于单排拨桑辊,不仅降低制造难度,同时防止单辊承受过大的冲击力,更利于拨桑均匀。前排拨桑辊轴向分布6列拨杆,后排分布7列拨杆,双排拨杆均匀错开。
考虑腔体中的空间大小,拨桑辊的尺寸应满足:
式中:l1为拨杆长边长度(mm);l2为拨杆短边长度(mm);d为拨桑辊轴直径(mm);e为拨杆最低点离带间隙(mm)。
取d为50 mm,e的范围为10~100 mm,得到l1的合适值为170 mm,l2为50 mm,则拨杆轴心安装位置离带高度H的范围为205~295 mm。
-
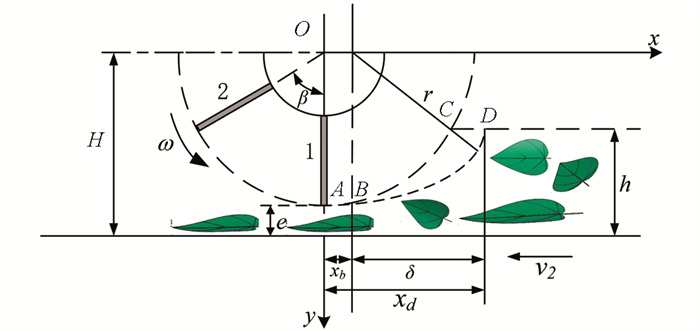
拨桑辊绕轴线旋转,桑叶随传送带直线运动,拨桑辊与桑叶的相对运动轨迹可以直观反映运动中拨杆与桑叶的接触过程,而作业过程中的相对运动轨迹与拨桑辊的结构和工作参数有关,因此需对其进行运动分析[21]。以拨桑辊旋转中心为坐标原点O,桑叶运动反方向为x轴正向,竖直向下为y轴正向,建立xOy直角坐标系,如图 6所示。图中A点和C点分别是拨杆1接触桑叶的最低点和终点,B点和D点分别是拨杆2接触桑叶的最低点和终点。拨杆1端部相对桑叶的运动轨迹方程为:
式中:ω为拨桑辊旋转角速度(rad/s);t为拨杆与桑叶接触时间(s);v2为桑叶输送带速度(m/s);r为拨杆端部回转半径(mm)。
为保证拨桑的均匀和拨桑辊旋转的平衡性,同一回转平面拨杆周向需均匀分布,可知当拨桑辊转过相邻拨杆夹角时,桑叶前进距离为:
式中:β为相邻拨杆夹角(rad)。
由式(4)及图 6可知相邻拨杆2运动轨迹终点D的纵坐标为:
式中:td为拨杆2运动到D点的时间(s);h为桑叶初始厚度(mm)。
同理可得拨杆2运动轨迹终点D的横坐标为:
由式(6)、式(7)可得:
式中:e为拨杆最低点离带间隙(cm)。
拨杆2相对于桑叶运动的长度为:
在拨桑过程中,相邻拨杆轨迹重合度越高,拨桑均匀性越好,分析可知拨杆2相对于桑叶运动的长度δ越小,其重合度越高。由式(9)可知,δ与桑叶输送带速度v2、拨杆最低点离带间隙e、拨杆端部回转半径r、拨桑辊旋转角速度ω及桑叶初始厚度h有关。在拨桑总体结构确定的情况下,拨杆端部回转半径r为设计确定值。桑叶初始厚度h越大则δ越小,因此作业时需堆积足够厚的桑叶;桑叶输送带速度v2越小则δ越小,但由于作业要求,v2过小会降低工作效率;拨杆最低点离带间隙e越大则δ越小,但撒喂的桑叶过厚;拨桑辊旋转角速度ω越大则δ越小,但实际作业时电机功率会限制拨桑辊转速,同时ω过大会产生较大的气流场,影响桑叶均匀性。综合分析可知,桑叶输送带速度v2、拨杆最低点离带间隙e、拨桑辊旋转角速度ω是影响拨桑均匀性的主要因素。
-
为实现精准撒喂,还需对桑叶物料撒喂入蚕盘中的质量进行计算与分析。首先确定蚕盘经过撒喂区域的时间为:
式中:t0为撒喂的有效时间(s);L0为蚕盘长度(mm);v1为蚕盘输送带速度(m/s)。
则蚕盘中撒喂桑叶的理论质量为:
式中:m为撒喂的桑叶质量(kg);ρ为桑叶密度(kg/m3);v2为桑叶输送带速度(m/s);e为拨杆最低点离带间隙(cm)。
由式(11)可知,在蚕盘长度L0、桑叶密度ρ确定的情况下,单次蚕盘撒喂的桑叶质量与桑叶输送带速度v2、拨杆最低点离带间隙e成正比,与蚕盘输送带速度v1成反比。为进一步探究各因素对作业效果的影响,还需对装备进行试验分析。
2.1. 蚕盘输送机构
2.2. 拨桑机构
2.2.1. 整体设计
2.2.2. 拨桑辊设计
2.3. 影响因素分析
2.3.1. 拨桑均匀性分析
2.3.2. 撒桑理论质量计算分析
-
试验材料如图 7所示,所选蚕种为5龄家蚕,家蚕饲养于1 200 mm×1 200 mm×200 mm的蚕盘中,每张蚕盘的蚕体数目为1 200头。家蚕的初始状态为同一批次蚕,其生长状态基本一致,喂食的桑叶品种为农桑14号。本次试验在重庆市合川区某蚕桑基地进行。
-
根据Box-Behnken试验设计原理,首先由单因素试验确定影响因素的合理取值范围,再进一步设计多因素响应面试验。考虑到设计及实际需要,初步筛选拨杆最低点离带间隙e为2~6 cm,桑叶输送带速度v2为0.4~1.2 m/s,蚕盘输送带速度v1为0.2~1.0 m/s,以及拨桑辊旋转角速度ω为120~200 r/min,作为初选值进行单因素试验。试验采用控制变量法,首先选取v1为0.6 m/s,ω为150 r/min,以及v2为0.8 m/s,比较不同的e对各评价指标的影响。初步确认e的范围,取其中值,再选取v1为0.6 m/s,ω为150 r/min,比较不同的v2对各评价指标的影响。确认了合适的e与v2之后,再选取ω为150 r/min,比较不同的v1对各评价指标的影响,进而确认合适的v1。最后改变ω,比较不同的ω对各评价指标的影响。
单因素试验中已对桑叶输送带速度v2、蚕盘输送带速度v1、拨桑辊旋转角速度ω、拨杆最低点离带间隙e 4个因素进行了初步分析,但未得到相关参数最优组合。为进一步确定装备的最佳工作参数,针对单因素试验结果设计响应面试验[22],从而确定较优的参数组合。
-
本试验的评价指标为撒喂桑叶的质量误差与饲喂精度,分别表示了桑叶物料撒喂的准确性及摊铺平整情况。采用称量法,利用电子天平分别对撒桑前后的蚕盘称重,获得实际撒桑质量,将其与饲喂要求的撒桑质量进行比较,得到撒桑质量误差的计算式为:
式中:E为质量误差(%);m2为饲喂要求的撒桑质量(kg);m3为撒桑前蚕盘质量(kg);m4为撒桑后蚕盘质量(kg)。
此外,在保证撒喂桑叶的质量误差尽可能小的情况下,还需保证撒喂的桑叶均匀平整地摊铺在蚕盘上。本研究采用饲喂精度来衡量撒喂桑叶的均匀性,所测得的桑叶物料在蚕盘中实际撒喂的区域面积与饲喂要求的撒喂区域面积(蚕盘面积)的比值表示饲喂精度,饲喂精度的计算式为:
式中:Q为撒桑区域的饲喂精度(%);S为饲喂要求的撒喂区域面积(mm2);S0为未撒喂桑叶物料的区域面积(mm2)。
3.1. 试验材料
3.2. 试验方法
3.3. 试验指标测定
-
单因素试验结果如表 1所示。
由表 1可确定各因素的最佳取值范围,在保证质量误差尽可能小的情况下,饲喂精度越高,作业效果越好。可得拨杆最低点离带间隙为3~5 cm、桑叶输送带速度为0.6~1.0 m/s、蚕盘输送带速度为0.4~0.6 m/s、拨桑辊旋转角速度为160 r/min时,整体作业效果较好。
-
参考单因素试验结果,选定桑叶输送带速度(X1)、蚕盘输送带速度(X2)、拨杆最低点离带间隙(X3)3个影响因素为自变量,质量误差(Y1)与饲喂精度(Y2)为评价指标,开展响应面试验,并采用Design-Expert软件对试验数据进行方差分析以及交互作用分析[23-24]。本研究共进行17组试验,各因素水平编码如表 2所示。
通过17组试验得出相关试验结果,如表 3所示。
-
利用Design-Expert软件对表 3中的数据样本进行二次回归分析,并对试验数据进行线性拟合,得到质量误差(Y1)与饲喂精度(Y2)编码值的线性回归方程为:
对各试验因素进行显著性检验和方差分析[25-26],进一步明确影响作业效果的相关因素。方差分析结果如表 4、表 5所示。
由表 4、表 5可知,撒桑质量误差(Y1)及饲喂精度(Y2)的二次回归模型拟合度均极显著(p<0.01),失拟项均不显著(p>0.1),表明2项指标的二次回归模型与实际相符合,无失拟因素存在[27],可以较好地对撒喂桑叶的试验结果进行预测。由表 4中p的大小可知,对质量误差影响的显著性排序依次为蚕盘输送带速度、桑叶输送带速度、拨杆最低点离带间隙。由表 5中p的大小可知,对饲喂精度影响的显著性排序依次为拨杆最低点离带间隙、桑叶输送带速度、蚕盘输送带速度。
-
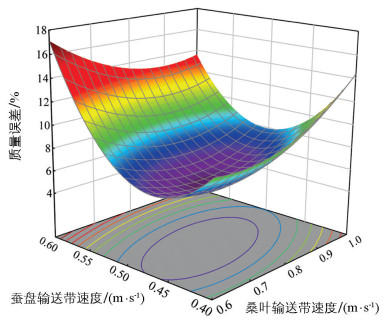
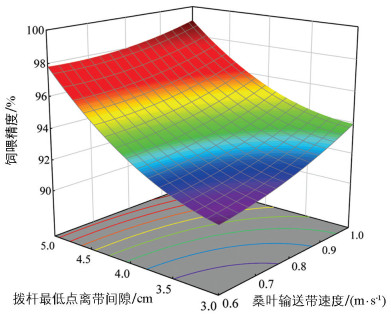
由表 4可知,质量误差有效回归模型中桑叶输送带速度与蚕盘输送带速度的交互作用显著;由表 5可知,饲喂精度有效回归模型中桑叶输送带速度与拨杆最低点离带间隙的交互作用显著。为便于探究其交互项对试验指标的影响,对试验因素交互项进行响应面分析[28]。由Design-Expert软件得到的各因素交互项对评价指标的影响结果如图 8、图 9所示。
图 8为拨杆最低点离带间隙固定在中心水平时,桑叶输送带速度与蚕盘输送带速度的交互作用对质量误差的影响。当桑叶输送带速度一定时,撒桑的质量误差随蚕盘输送带速度的增加呈现先降低后升高的趋势;当蚕盘输送带速度在一定范围时,撒桑的质量误差随桑叶输送带速度的增加呈现先降低后升高的趋势。当蚕盘输送带速度过低时,将导致撒桑量增多,此时减少桑叶输送带速度会降低撒桑质量误差;当蚕盘输送带速度过高时,将导致撒桑量过少,此时增加桑叶输送带速度会降低撒桑质量误差。
图 9为蚕盘输送带速度固定在中心水平时,桑叶输送带速度与拨杆最低点离带间隙的交互作用对饲喂精度的影响。当拨杆最低点离带间隙一定时,饲喂精度随桑叶输送带速度的增加呈现缓慢升高的趋势;当桑叶输送带速度一定时,饲喂精度随拨杆最低点离带间隙的增加呈现快速升高的趋势。
-
为了得到养蚕装备的最佳工作参数组合,基于上述回归模型的试验指标分析结果,确定参数优化条件为:
由Design-Expert软件对上述指标优化求解得出最佳参数组合:桑叶输送带速度为0.77 m/s,蚕盘输送带速度为0.48 m/s,拨杆最低点离带间隙为4.08 cm,此时撒桑的质量误差为5.63%,饲喂精度为95%。为满足实际设计需求,将参数取整,则优化后的参数如下:桑叶输送带速度为0.8 m/s,蚕盘输送带速度为0.5 m/s,拨杆最低点离带间隙为4 cm。
为了进一步验证优化后的模型参数的可靠性,采用上述参数组合进行3次重复验证试验(图 10),得到撒桑的质量误差及饲喂精度平均值分别为5.8%、95.7%。撒桑质量误差和饲喂精度试验值与回归模型预测值的相对误差均小于2%,与回归模型预测结果基本一致,说明最佳参数组合可靠。
4.1. 单因素试验结果
4.2. 多因素响应面试验结果
4.3. 方差分析
4.4. 模型交互作用分析
4.5. 试验验证
-
1) 研制了一种自动化养蚕装备,搭配PLC系统,满足大批量桑叶养蚕需求,同时对关键结构进行设计与参数确定,解决了桑叶撒喂精度不高等问题。
2) 建立了拨桑辊相对桑叶运动的数学模型以及桑叶撒喂理论质量与蚕盘输送带速度、桑叶输送带速度、拨杆最低点离带间隙的数学模型,分析得出了影响装备作业效果的主要因素。
3) 在单因素试验的基础上进行了3因素3水平响应面试验,结果表明:蚕盘输送带速度、桑叶输送带速度及拨杆最低点离带间隙对于作业效果的影响均显著。其最佳设计参数组合如下:桑叶输送带速度为0.8 m/s,蚕盘输送带速度为0.5 m/s,拨杆最低点离带间隙为4 cm。试验结果与优化分析结果基本一致,该参数组合条件下的养蚕装备可以满足自动化作业要求。