



 下载:
下载:

-
卷烟纸是卷烟工业的主要配套材料,其质量好坏直接影响卷烟的内在和外观.目前,国内中、高档卷烟纸市场已经出现供给过剩的局面,加之进口卷烟纸的冲击,国内市场竞争越发激烈.走高端卷烟纸新、奇、特路线,如开发异形卷烟纸、全麻卷烟纸、功能性卷烟纸等,已成为卷烟纸厂商应对市场的必然趋势.卷烟纸的吸味、燃烧性及熄火、有害成分释放量等问题一直是卷烟纸生产企业技术研究的热点和难点[1-5].
全麻卷烟纸多用于高端卷烟用纸上,目前国内使用全麻纸基本依赖进口.亚麻纤维较木浆纤维具有独特优势,如纤维柔软、纤维素含量高、强度高、不透明度高、卷烟后抽吸杂气少等优点.但全麻卷烟纸生产存在成本高、打浆困难、网部脱水困难,生产出纸匀度差、透气度偏差系数大等问题[6],我们通过实验得出数据,以数据指导生产的方式,成功设计开发出全亚麻卷烟纸,其透气度、拉力、伸长率、罗纹强度、匀度等物理指标均能满足高档烟卷烟用纸的需求,与某进口全麻纸相比,具有拉力高、伸长率高、不透明度高、匀度好、透气度偏差系数小的优点.
20世纪90年代初,范思齐[7]综述了卷烟纸用麻类原料制浆;孙川等[8]对麻浆卷烟纸热裂解行为进行了研究;胡积胜等[9]对全麻卷烟纸供浆管道进行改进,摸索出配方和生产工艺满足要求的全麻卷烟纸.本文概述了亚麻卷烟纸的实验方案,使用进口亚麻浆进行了不同方式的打浆、抄片,物理指标检测,选择出适合抄纸的打浆度,以此为基础,调整前期全木浆打浆工艺,包括打浆前预浸泡、更换盘磨磨片、调整打浆浓度,得出适合全亚麻纸的生产工艺,以“目标式打浆”方式生产出28 g/m2-60 cu横罗纹,28 g/m2-60 cu直罗纹全亚麻卷烟纸,为今后生产亚麻、全麻卷烟纸垫定基础.
全文HTML
-
XWY-VI纤维观测仪,珠海华伦造纸科技有限公司;J-DJY100型打浆度测定仪,四川长江造纸机械有限责任公司;FQ-KTD300型可调距切纸刀,四川长江造纸仪器有限责任公司;SE062型拉力测试仪,瑞典Lorentzen&WettreCo., Ltd.;A10型透气度测量仪,德国Borgwaldt technick公司;MT2000型罗纹强度测量仪,德国EMCO;BSA2245-CW型号电子天平,德国赛多利斯公司;PK-2A型抄片机,Pti Austria Paper Testing Instruments Gmbh.
-
某进口亚麻纤维,使用纤维观测仪观测统计平均纤维长度为1.76 mm,宽度为0.019 mm,长宽比92.63,叩解度37°SR,湿质量17.8 g.
-
分别取4份进口亚麻浆,每份60 g,编号为A,B,C,D,每份加入1 500 mL水,浸泡2.5 h后,各加水到3 500 mL,使用打浆器对4组分别打浆90 s,120 s,150 s,180 s,测定打浆度、湿质量(表 1).
使用奥地利PS5854 E0305型自动抄片机在K1固定程序下进行抄片,根据第一次抄出的定量,计算抄造28 g/m2所需的浆料量,根据浆料量进行抄片,每组分别抄出8片平行样,进行恒温(温度23%±1%),恒湿(湿度50%±2%),放置4 h.
-
对所抄的全亚麻纸进行物理指标检测,按卷烟纸指标检测国标要求,分别测定抄出片指标平均值(表 2).
-
根据表 1数据得出,打浆浓度相同情况下,随着打浆时间增长,打浆度呈梯度上升,初期打浆度上升较快,后期上升幅度降低,而湿质量呈相反趋势.抄片后物理指标检测(表 2)结果表明:定量相近情况下,随着打浆度升高,拉力、伸长率呈上升趋势,后期拉力、伸长率下降,与纤维打浆程度相关,不透明度下降明显,透气度也呈现出急速下降,由1 660 CU下降到24 CU.相比较而言,C组物理指标中伸长率、拉力优于A,B,D组,透气度偏差优于A,B组,以C组打浆度作为指导中试基础,进行车间中试生产.
1.1. 仪器
1.2. 原料
1.3. 实验方法
1.4. 物理指标检测
1.5. 物理指标分析与结论
-
由于亚麻浆具有纤维细长、强度高、纤维长宽比大的特性,存在打浆困难、网部脱水困难,生产出纸匀度差、透气度偏差系数大等系列问题,因此过程打浆就成了关键性的一步.本公司采用低浓,功率由低到高,4次循环方式进行打浆,打浆前先对碎解好的亚麻纤维进行预浸泡2.5 h,后使用德国Voith Sulzer DSR1-HEP双盘磨进行打浆,1,2#双盘磨使用带隔板式磨齿,有效切断亚麻纤维,3,4,5,6#双盘磨未加隔板,有效对亚麻纤维进行分丝帚化,纤维切断较少.
-
采用6台盘磨串联方式打浆,打浆浓度3.2%,流量55 m3/h,4次循环方式打浆.为稳定浆料流量,1,2,3#盘磨与4,5,6#盘磨之间有高位箱.第1次循环打浆使用低功率打浆(80 kW),主要考虑未打亚麻浆滤水性能,打浆过程中未出现浆料堵塞管线及盘磨;第2次循环时适当加功率(100 kW),对纤维适当进行切断与疏解;第3,4次循环稳定功率在110 kW,保证亚麻浆料能够分散、疏解完全,打浆工艺流程见图 1,表 3.
-
中试生产打浆功率由80-110 kW功率打浆,打浆过后,打浆度92°SR,与实验数据87°SR相当,打浆度高于实抄片打浆度50°SR,湿质量较实验室打浆高1.1 g,说明室验室使用打浆设备切断能力大于车间盘磨,而车间双盘磨对亚麻纤维的细纤维化与纤维帚化效果优于实验室打浆设备.
-
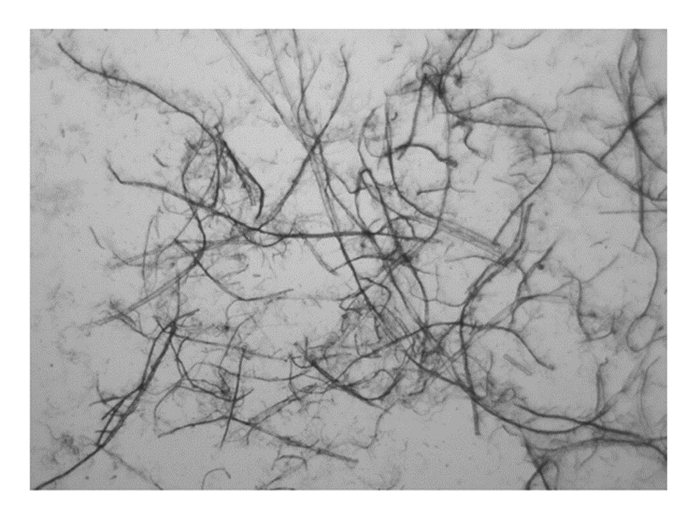
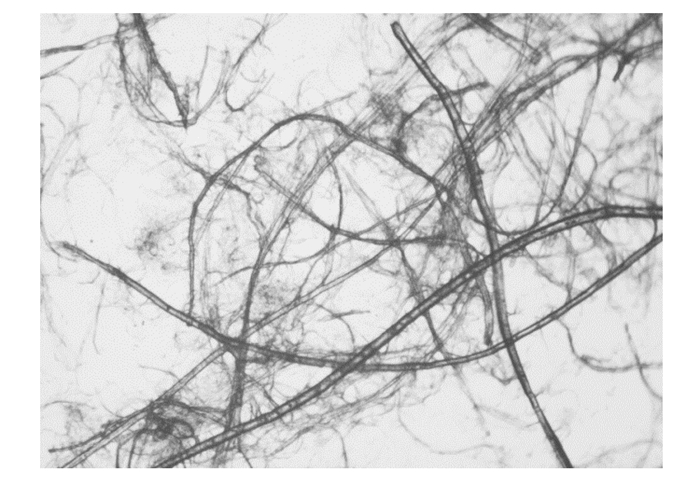
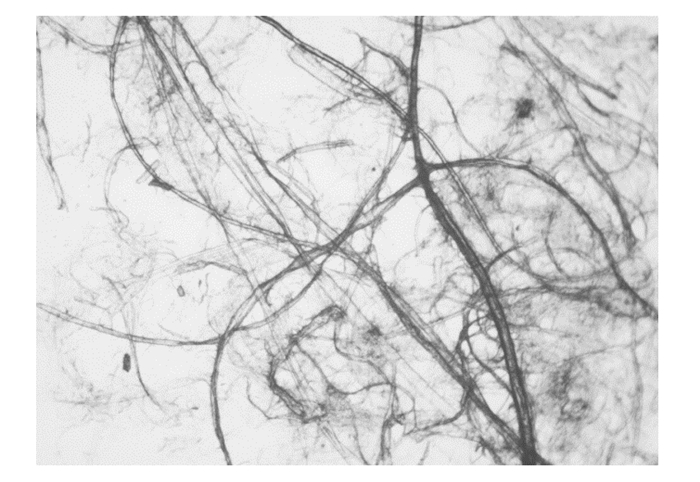
亚麻纤维经过4次循环打浆后,纤维分散均匀,使用纤维观测仪观测纤维形态,倍数150倍(图 2,图 3),较长纤维得以保留,少部分完全切断,放大到600倍观察时,纤维分丝帚化明显(图 4,图 5).
-
使用法国Allimand 3170长网多缸造纸机及附属设备进行生产,纸机速度:272 m/min.生产过程中,网部水线过长,与打浆度高有直接关系,经过调整网部脱水元件、开大真空吸水箱真空度,网部水线变短,生产过程中未出现断纸情况.
-
车间中试分别生产出物理指标稳定的28 g/m2-60 cu横罗纹,28 g/m2-60 cu直罗纹全亚麻卷烟纸,每项指标均从不同纸卷号、不同位置取样检测,每组样检测10条,每条纸样检测透气度为20个,取平均值,检测指标见表 4.
2.1. 盘磨布局、打浆工艺及相关参数
2.1.1. 盘磨布局及参数
2.1.2. 浆料测定结果与分析
2.1.3. 打浆后纤维形态
2.2. 相关参数与生产中的问题
2.3. 成纸物理指标检测
-
打浆前对亚麻纤维进行预浸泡2.5 h,打浆浓度3.2%,打浆时将切断能力较强(磨齿带隔板)与分丝帚化能力较强(磨齿不带隔板)的盘磨相结合,打浆功率由低到高(80~110 kW)、6台盘磨串联,4次循环方式打浆,能够打出适合生产全亚麻卷烟纸的浆料,且打浆过程中未出现浆料堵塞管线、盘磨情况.
全亚麻纸抄纸过程中,网部水线长,通过调整脱水板角度、真空吸水箱真空度,能有效缩短水线长度.
使用亚麻纤维生产全亚麻卷烟纸,各物理指标均能满足卷烟纸国标要求.使用云南红塔蓝鹰纸业有限公司设备、工艺生产出的卷烟纸较某进口全麻纸具有拉力高、伸长率高,不透明度高,匀度好,透气度偏差系数小的优点.